





冷旋压封头制造方面概述
2012-10-26 10:20:44
冷旋压封头制造方面概述
冷旋压对于机械操作技能要求很高,要确切地定义制造合格封头的操作参数是不可能的。不过还是应该采取 的预防措施来降低发生问题的可能性。
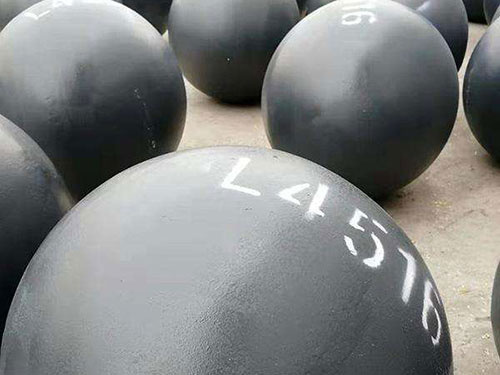
大多数冷旋压是采用从平板之上切割下来的圆片,这些圆片通常先从顶部区进行冷态预压(译注:即压鼓)。圆片的边缘应平滑(译注:倒圆角),防止切割的槽口成为裂纹及开裂源。
对于直径较大的封头,通常需由两块板拼焊而成,这时焊接质量应与产品的要求一致,表面应圆滑,不能有咬边、裂纹、机械损伤及其他缺陷,不然的话,这些缺陷会很快致冷旋压失败,尤其是在高应力区。
对于较厚的封头,经常须通过工序热处理来软化加工硬化区。对于强度较高的钢尤其如此,加工硬化区会使旋压机很快地达到其载荷 。不过,在旋压机达到载荷 以前,可能已经使钢板延展了,特别是对于厚度较薄的封头和一般强度的钢种。在决定是否进行工序间热处理时应考虑到这些因素。因为加工工艺和设备的不同,对此没有硬性的规定。
现代复合板制造技术能复合层之间有足够的结合力,能使复合板较好地适用于冷旋压。但应基材的质量,否则一旦发生问题损失较大。
上一篇:压力容器封头钢板的冷旋压简述
下一篇:碳素钢封头热处理的目的
