





标准封头厂预防焊缝裂纹的方法
2013-04-03 10:50:13
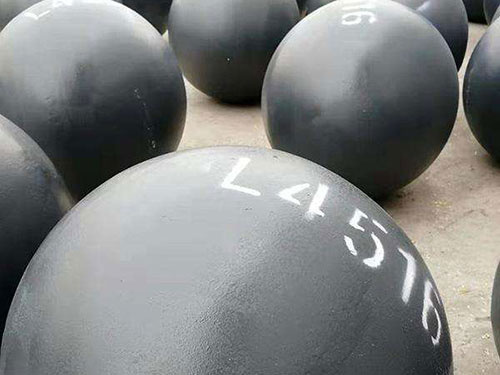
标准封头预防焊缝裂纹的方法我厂承接的大型容器,其材质为16MnR,外型尺寸及结构见图1。二端封头为拼接热压成形,其一端有一固定焊接底座,中部有一人孔。容器总重量为1T。1.裂纹的分析16MnR钢属普低合金钢,可焊性良好。采用常规工艺方法施焊是不会产生裂纹的。为了弄清产生裂纹的根源,我们跟踪了整个焊接过程发现:该工件施焊时间是在2月份,由于气温偏低(1~2℃)、工件焊前未预热、工件体积较大,促使焊缝冷却速度加快。
上一篇:标准封头厂技术参数
下一篇:标准封头厂对封头表面防护提出的建议
