





特大型封头锻造新工艺研究
2013-10-04 11:19:57
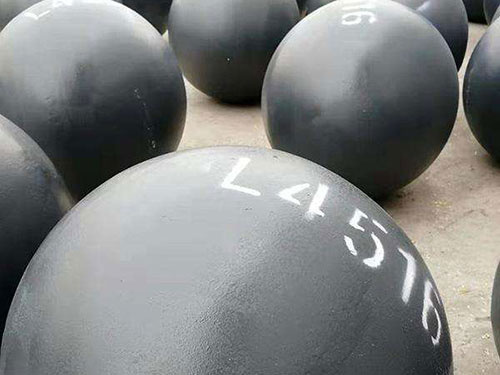
随着现代核工业和石油化工业大型化发展,容器封头要求整体化锻造,以适应严酷工况对强度、韧度、冲击性能、低温性能、及辐射等性能的要求。因此 在现有水压机上新的封头锻造工艺,锻造出尺寸尽可能大、满足性能要求且运行的封头。为此本文 以下内容: (1)对日本铸钢公司条形上砧旋转锻造整体封头工艺进行 ; (2)提出了双扇形上砧旋转锻造整体封头工艺; (3)旋转锻造封头的精整工艺。 本文通过模拟 来掌握部分上砧旋转锻造工艺,发现部分上砧旋转锻造成形后封头底部区域发生较大减薄,对此从锻压成形理论的角度探讨了底部减薄原因,进一步对不同尺寸形状的部分上砧旋转锻造的过程进行仿真模拟,对变形过程中应力分布和金属流动情况比较,深入分析封头减薄的原因,并总结为: (1)锻压过程中封头粗坯端部区对底部区域的附加拉伸作用; (2)变形过程中封头粗坯侧区对封头底部区域的整体抬升作用。同时对不同摩擦系数μ,以及不同宽度b条形上砧和在不同压下量△T锻造过程进行模拟,可知接触条件不变的情况下,减小砧宽则封头底部减薄量和减薄区域同时增大。为此本文提出双扇形部分上砧,其优点是将砧子正投影面积向周边转移,提高了成形效率,减小底部受拉伸区域,成形后的封头质量优于条形砧。但是从模拟结果看出,只有当摩擦系数和扇形砧子角度较大时,成形后封头的底部才没有明显减薄,这时所需的成形力相当大,这不符合本文 目标。所以为了用部分砧锻造封头又不产生减薄,只有采取补偿的措施来部分砧锻造整体封头时底部减薄现象
上一篇:冷镀锌与热镀锌的区别
下一篇:椭圆封头曲率画法
