





内压标准椭圆封头壁厚冲压
2013-10-17 09:31:12
内压标准椭圆封头壁厚冲压
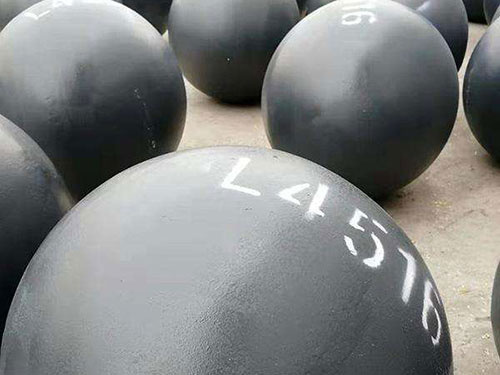
内压标准椭圆封头在冲压成型后,壁厚会发生 的减薄。由于各制造厂家采用的冲压工艺、胎具及冲压力不同,造成的减薄量也不尽相同。
目前,工业制造行业采用的方法是:根据各制造厂家的经验自行确定封头壁厚冲压减薄量具体数值,将设计厚度加冲压减薄量并圆整后作为封头的实际下料厚度,以封头冲压成型后的壁厚不小于设计厚度。这样,不但给压力容器的设计和制造带来很多问题,同时造成材料的大量浪费。通过对内压标准椭圆封头应力分析发现,在厚度逐渐减薄的方位上,对应的应力也在逐渐减小。针对封头冲压成型后的实际壁厚选择特征点进行测量,然后进行相应各点应力计算,结果发现:各点应力水平均没有超过封头材料在设计温度下的许用应力[σ]t水平,即不考虑内压标准椭圆封头冲压减薄量,直接按封头设计厚度下料施工,其强度也能满足操作条件的使用要求。
不考虑内压标准椭圆封头冲压减薄量,直接按封头设计厚度下料施工,其强度也能满足操作条件的使用要求。
上一篇:椭圆封头锻模的运动方式和方式
下一篇:椭圆封头的受力分析
