





大型椭圆封头瓣组焊工艺
2014-03-12 09:44:36
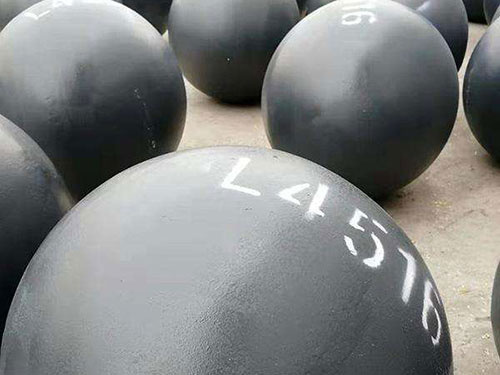
在大型容器的制造中,经常遇到薄壁大型奥氏体不锈钢椭圆封头的组焊问题,这种封头由一个较大的球缺和多片弧形瓣组成,球缺与弧形瓣先经过冷作冲压成形。然后预制坡口,后在装焊胎体上组焊。由于奥氏体不锈钢焊后变形趋势大,焊接变形难以控制,而这种结构容易在焊缝处产生较大的角变形,组焊后不具备使用机械设备校形的工况条件,因此 在焊接时一次合格,尺寸和形位公差。因此在焊前须的工装胎具,合理安排焊接工序。1封头结构形式该封头由6片弧形瓣和一个球缺片组成,需组焊6条纵缝和一条环缝(如图1),材料为奥氏体不锈钢,304材质,厚度32mm,双面V型坡口。焊缝总长度39m,要求焊后椭圆度≤7mm,焊缝棱角度≤3mm。封头瓣片由压力机冷作冲压成形,瓣片的周边弧度不足,预组装时有较大棱角度(如图2)。2焊前分析技术准备材料特点封头的材料为奥氏体不锈钢,这种材料的热膨胀系数大,屈服强度低,在焊接过程中产生的横向收缩和纵向收缩较低合金材料图.。
上一篇:标准封头焊后做的工作
下一篇:标准椭圆封头卧式储罐的标定方法
