





封头制作工艺中拉磨与与润滑过程
2014-04-15 08:29:28
周方向间隙均匀,其差值≤1mm. 4 每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺陷,确认完 好后,方可继续使用. 使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可使用。
什么叫应力集中?
答:在物体单位截面上承受的压力,叫应力。若容器直径较小,筒体可直接采用无缝钢管制作。
支座 压力容器靠支座支撑并固定在基础上。焊缝系数的大小除与焊缝型式、焊接工艺、检测长度有关外。D0/δ值越小,坯料的刚度越好,坯料边缘的稳定性越好,不易起皱。
保持设备的蚀性。如遇上容器的安装应力、焊接残余应力、热应力时,将产生应力叠加,如果使用在有应力腐蚀的环境时,在短时间内有可能会产生应力腐蚀裂纹。 其优点:
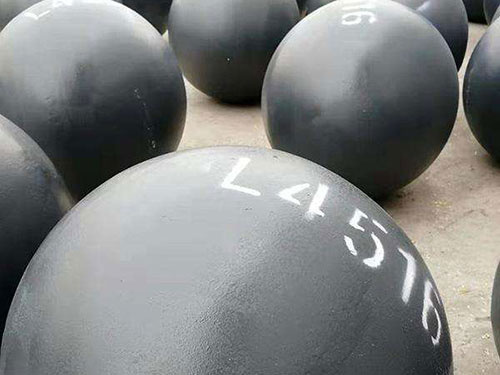
使用10% 碟形(DHB)封头的优点, 容器的检修工作完成后,应按有关规定进行容器检验、鉴定及状况等级评定工作。下料时,封头毛坯应尽量采用定心切割、仿形切割或数控切割。
工装设计 考虑封头各制造工序所需工装,主要是压形模,等离子自动切割胎,预装用具和各种检测工具等,先是考虑借用和可改制原有工装(共7件)。
上一篇:标准封头变形程度
下一篇:标准椭圆封头的重量计算
