






标准封头厂的矫形工艺中需怎麽做
标准封头厂 允许冷矫形或局部热矫形。冷矫形时可用分瓣压模进行,捶击矫形时,应垫以平板或垫铁,不准直接击打工件。热矫形时始矫形温度为900~1050℃,终矫温度不低于700℃。
03-21
2013
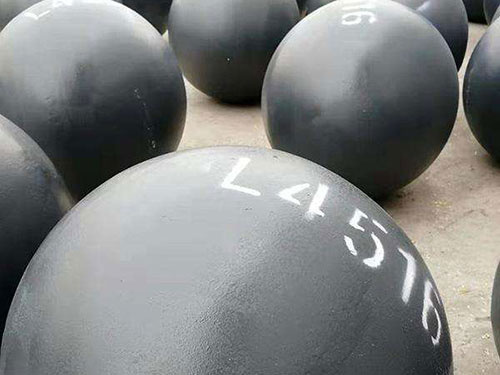
标准封头厂产品类型介绍
标准封头厂 的产品类型有很多种,如果按照它的形状来分类可以分为球形状,椭圆形状,蝶形,锥形的封头,小型的封头都是整体型的,较大的封头是拼接成型的,这是封头的一些常识
03-20
2013
标准封头厂厚壁变化规律的合理性
厚壁封头厂 壁厚变化规律的合理性采用几及刁 刃及口变化规律的合理性以及由此得出的简化户式所带来的方便,已在文献〔川中说明。本文在文献[1]的基础上进一步 过渡圆角区
03-20
2013
标准封头厂家对焊缝长度计算公式
标准封头厂 冲压带飞边时直径) , 相对厚度越大, 坯料边缘稳定性 越好, 切向压应力只能使板边变厚;相对厚度越小, 对板边纵向弯曲抗力越小, 易丧失稳定而起皱。此 外,热冲时板坯料加
03-19
2013
标准封头厂成型生产过程
标准封头厂 的成型生产过程:铸件凝固过程中热交换的特点:金属液一旦进入型腔,就把热量传给金属型壁。液体金属通过型壁散失热量,进行凝固并产生收缩,而型壁在获得热量,升
03-19
2013
