





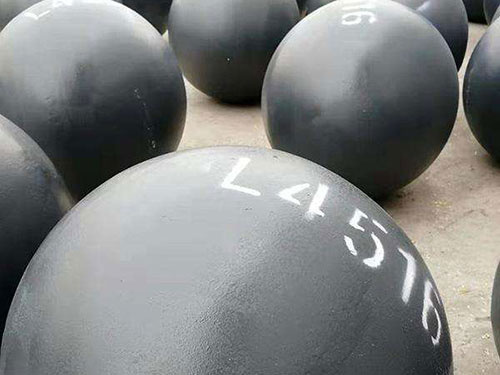

椭圆封头的矫形工艺设计
标准椭圆封头允许冷矫形或局部热矫形。冷矫形时可用分瓣压模进行,捶击矫形时,应垫以平板或垫铁,不准直接击打工件。热矫形时始矫形温度为900~1050℃,终矫温度不低于700℃。标
08-06
2013
标准椭圆封头的坡口表面设计要求
1.标准抗拉强度下限值b540MPa的钢板及Cr-Mo低合金钢板经火焰切割的坡口表面,应用砂轮打磨平滑,并对加工表面进行磁粉或渗透检测。 2. 标准椭圆 封头 施焊前,应 坡口及其母材两
08-05
2013
标 准封头的焊接
标准椭圆 封头 应用用于压力容器上,锅炉等,标准椭圆封头的焊接直接关系到压力容器锅炉的运转和寿命。焊接应注意一下几点1、刨后将刨槽的熔渣清理干净,并严格 渗碳层
08-04
2013
国标封头的工艺评定和坡口的形式
国标封头 工艺评定和坡口的形式的制作1 .1 试件材料为 1 8MnMoNbR、2 0MnMo ,规格 6 0 0mm3 0 0mm 6 0mm的试板各两块 ,坡口采用机械加工 ,如图 1所示。钝边手工焊试板为
08-03
2013
