





热旋加工封头的工艺原理及注意问题
2012-11-19 09:21:17
热旋加工封头的工艺原理及注意问题
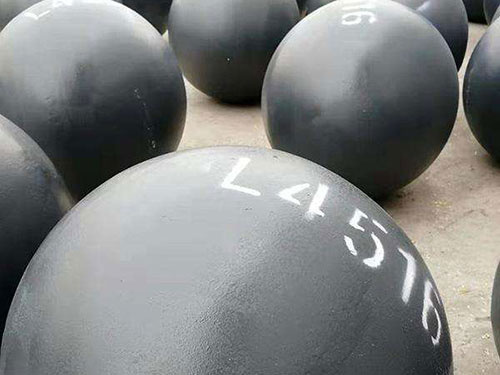
板坯 焊接的圆形凸环与主轴托盘上凹孔配合实现板坯与主轴 线同轴,顶紧缸与主轴托盘压紧板坯时,打开悬挂在机架上梁和下梁均匀分布的枪式加热装置进!退控制开关,多头枪式加器自动进入到设定的加热区域,同时开动主轴驱动板坯转动,形成环形加热区域。然后先将旋压辊和成形辊移至靠近板坯 附近并夹住板坯一点,由内向板坯边缘按圆弧轨迹移动,从而使板坯连续局部发生弯曲变形,即旋出半径为R的球冠状或椭圆形状,在旋压到加热区域,金属“聚料”过程顺利,由于直径缩小,板坯边部的厚度有所增厚,皱折现象明显,甚至不出现皱折。
值得注意的是在厚壁封头热旋中,旋压辊与板坯之间的接触摩擦较大,热态下金属塑性好,旋压辊的压凹程度较大,而旋压辊与板坯的接触面积增加,因此,厚壁封头热旋时板坯的变形及工艺特点、相应参数等都与冷旋封头时有较大差别。
封头热旋中,板内的径向拉应力大于冷旋时的拉应力,而周向压应力相对却小于冷旋时的周向压应力,从而板坯的径向伸长变形较大,封头的形状和壁厚减薄量不易控制,故热旋时不仅要合理选取加热温度、温升速率及旋压力,还要具备良好的润滑条件,控制好旋压错位距、进给量等各工艺参数。
上一篇:碳素钢封头热处理的现状
下一篇:复合钢板封头的成形
