





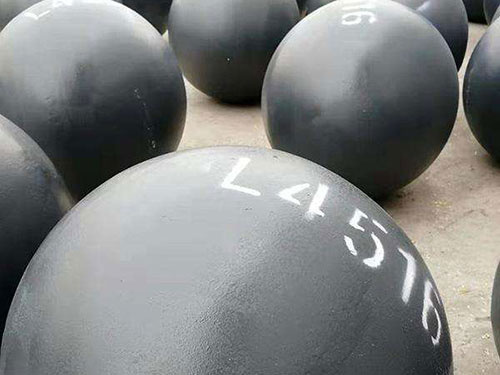
复合钢板封头的成形
2012-11-19 09:22:48
复合钢板封头成形尽量采用冷成形为宜。冷成形时,原则上按基层所允许的变形程度进行。也可以采用热成形,但应注意如下几项:A、尽可能缩短加热时间,加热次数不超过2次。B、加热前应去除净复层表面油污及其他附着物。c、加热炉燃料中含硫量要低,不得超过0.5%。D、加热时不应使加热火焰或固体燃料直接与复层接触,并均匀加热。E、炉内不得采用还原性气氛,要保持中性或微氧化性。一般地说,封头冷、热成形后都须热处理,即:热成形后,复层不锈钢应进行固溶化处理,热处理温度为1150一950℃;冷成形后,基层碳素钢或低合金钢应进行应变时效热处理,热处理温度为880一910℃。若制造单位能冷成形后的材料性能符合设计、使用要求,可不受此限。封头成形,可采用冲压,也可采用旋压,具体取决于生产批量和封头直径的大小。大批量冲压经济,大直径旋压合理。
上一篇:热旋加工封头的工艺原理及注意问题
下一篇:标准封头冲压中的技术要点简单分析
