





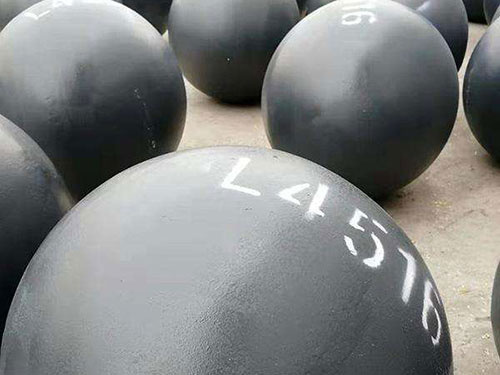
标准封头冲压中的技术要点简单分析
2013-03-08 14:14:22
标准封头冲压带飞边时直径) , 相对厚度越大, 坯料边缘稳定性 越好, 切向压应力只能使板边变厚;相对厚度越小,
对板边纵向弯曲抗力越小, 易丧失稳定而起皱。此 外,热冲时板坯料加热温度不均、 模具间隙及下模圆
角太大、 坯料划、 碰伤严重、 压边力太小或不均等都 能产生皱折和鼓包。坯料产生皱折后,很难通过阴、 阳模具间的间隙, 容易被拉断。 即使通过阴、 阳模,皱
折也无法,会影响封头质量。 高碳钢和普通低碳钢椭球体封头不起皱折条件 为:
Dp - Dm < ( 1 ~20) t ( 6)
Dp——坯料直径,
Dm——拉深后大口直径,
t——封头壁厚。
对某直径∀1 000 容器封头,初期冲压过程中皱 折和鼓包现象严重, 按公式( 6) 计算 Dp - Dm=
1 400- ( 1 000+ 50+ 76×2) = 198> 20t 容易产生 皱折和鼓包, 所以对模具进行了完善,采用增加压边
上一篇:复合钢板封头的成形
下一篇:标准封头成型生产过程
