





薄壁封头的压制方法
2012-11-19 09:49:45
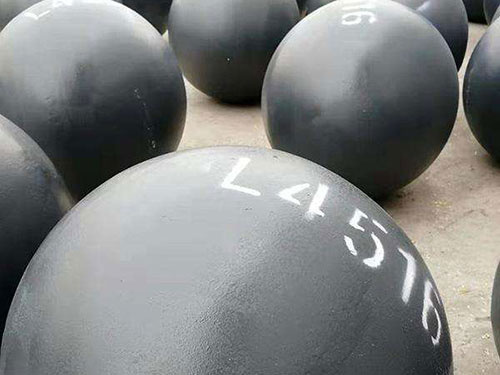
在一般薄壁椭圆封头的压延过程中,起包现象多发生在封头曲率较大的部位,采用圈形整体式压延模,先对封头折边附近的大曲率部位进行预压,使坯料成为平底锅形,再用凸模压制成型。这样,在曲率较大的部位,由于预压成了 的几何形状,在其预压区域存在冷作硬化现象,增强了坯料变形过程中的刚性,帮不会发生起包现象。
在压制过程中,预压时,可不另做预压模,可借用其它规格封头模具的压力圈,但其外沿应倒圆,外径取比本身模具的内径小100 ~ 200mm,使它正好压在封头成型前的起包部位,这样就可避免了起包现象的发生。
上一篇:压力容器封头裂纹控制
下一篇:耐腐性封头材质介绍
